
產品分類快速導航
發貨通知
- 青島展會圓滿結束,廣速機床碩果累累
- 廣速機床應邀參展青島國際博覽會
- 訂購搖臂鉆床客戶如何做到物有所值
- 廣速機床應邀參加馬鞍山機床博覽會
- 干事業不是先有錢,而是先有膽!
- 機床行業想成功,要“借力”,不要“盡力”!
- 便宜機械不能買的7大原因
- 國產搖臂鉆床那家好-客戶應該如何選擇
- 廣速搖臂鉆床設備升級價格不變回饋新老客戶
- 網購滕州機床的客戶注意事項
聯系我們
聯系人:劉輝
手機:13310686336
電話:0632-5157758
傳真:0632-5152758
QQ:498989114
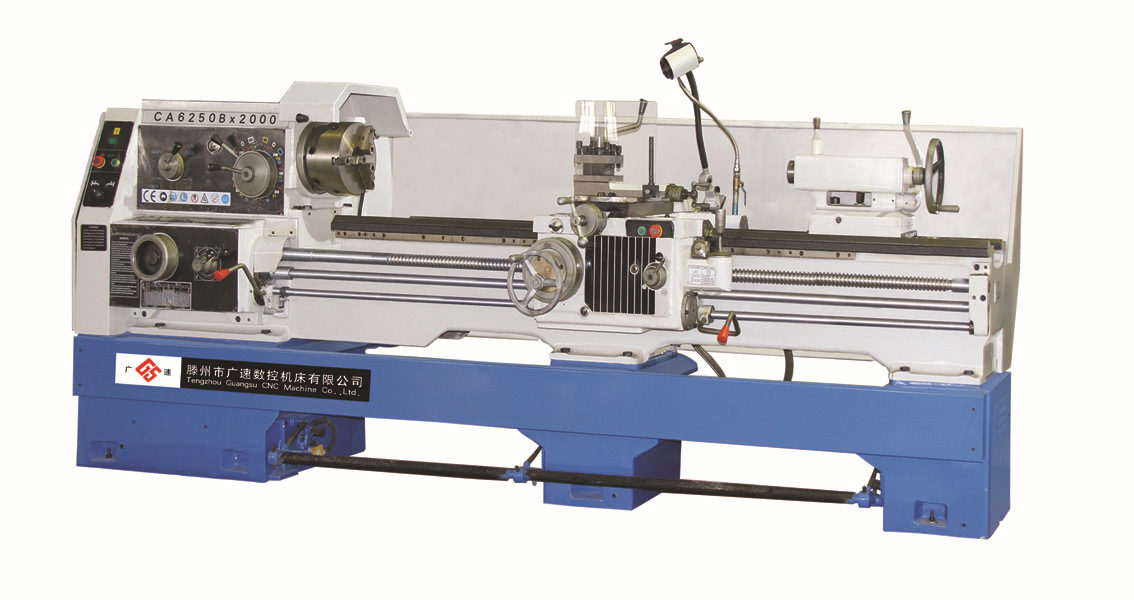
普通車床如何操作
廣速數控機床有限公司為您詳細介紹一下普通車床的操作方法。更多普通車床詳情請登錄官網http://www.suyuanhotel.cn

1 .開車前的檢查
1.1 根據機床潤滑圖表加注合適的潤滑油脂。
1.2 檢查各部電氣設施,手柄、傳動部位、防護、限位裝置齊全可靠、靈活。
1.3 各檔應在零位,皮帶松緊應符合要求。
1.4 床面不準直接存放金屬物件,以免損壞床面。
1.5 被加工的工件、無泥砂、防止泥砂掉入拖板內、磨壞導軌。
1.6 未夾工件前必須進行空車試運轉,確認一切正常后,方能裝上工件。
2 .操作程序
2.1 上好工件,先起動潤滑油泵,使油壓達到機床的規定,方可開動。
2.2 調整交換齒輪架,調掛輪時,必須切斷電源,調好后,所有螺栓必須緊固,扳手應及時取下,并脫開工件試運轉。
2.3 裝卸工件后,應立即取下卡盤扳手和工件的浮動物件。
2.4 機床的尾架、搖柄等按加工需要調整到適當位置,并緊固或夾緊。
2.5 工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。
2.6 使用中心架或跟刀架時,必須調好中心,并有良好的潤滑和支承接觸面。
2.7 加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險標記。
2.8 進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。
2.9 切削車刀必須緊固,車刀伸出長度一般不超過刀厚度的2.5倍。
2.1.0 加工偏心件時,必須有適當的配重,使卡盤重心平衡,車速要適當。
2.1.1. 盤卡超出機身以外的工件,必須有防護措施。
2.1.2對刀調整必須緩慢,當刀尖離工件加工部位40-60毫米時,應改用手動或工作進給,不準快速進給直接吃刀。
2.1.3 用銼刀打光工件時,應將刀架退至安全位置,操作者應面向卡盤,右手在前,左手在后。表面有鍵槽,方孔的工件禁止用銼刀加工。
2.1.4 用砂布打光工件外圓時,操作者按上條規定的姿勢,兩手拉著砂布兩頭進行打光。禁止用手指夾持砂布打磨內孔。
2.1.5 自動走刀時,應將小刀架調到與底座平齊,以防底座碰到卡盤。
2.1.6 切斷大、重工件或材料時,應留有足夠的加工余量。
3 .停車操作
3.1 切斷電源、卸下工件。
3.2 各部手柄打倒零位,清點工器具,打掃清潔。
3.3 檢查各部保護裝置的情況。
4 .運行中的注意事項
4.1 嚴禁非工作人員操作機床。
4.2 嚴禁運行中手摸刀具,機床的轉動部分或轉動工件。
4.3 不準使用緊急停車,如遇緊急情況用該按鈕停車后,應按機床的啟動前規定,重新檢查一遍。
4.4 不許腳踏車床的導軌面,絲桿、光桿等,除規定外不準用腳代替手操作手柄。
4.5 內壁具有砂眼,縮孔或有鍵槽的零件、不準用三角刮刀削內孔。
4.6 氣動后液壓卡盤的壓縮空氣或液體的壓力必須達到規定值,方可使用。
4.7 車削細長工件,在床頭前兩面伸出長度超過直徑4倍以上時,應按工藝規定用頂尖。中心架或跟刀架支扶。在床頭后面伸出時,應加防護裝置和警告標志。
4.8 切削脆性金屬或切削易飛濺時(包括磨削),應加防護擋板,操作人要戴防護眼鏡。