
產品分類快速導航
發貨通知
- 青島展會圓滿結束,廣速機床碩果累累
- 廣速機床應邀參展青島國際博覽會
- 訂購搖臂鉆床客戶如何做到物有所值
- 廣速機床應邀參加馬鞍山機床博覽會
- 干事業不是先有錢,而是先有膽!
- 機床行業想成功,要“借力”,不要“盡力”!
- 便宜機械不能買的7大原因
- 國產搖臂鉆床那家好-客戶應該如何選擇
- 廣速搖臂鉆床設備升級價格不變回饋新老客戶
- 網購滕州機床的客戶注意事項
聯系我們
聯系人:劉輝
手機:13310686336
電話:0632-5157758
傳真:0632-5152758
QQ:498989114
加工中心卡刀簡易故障排除,很難得的實戰經驗
加工中心卡刀簡易故障排除,很難得的實戰經驗詳情登錄http://www.suyuanhotel.cn/
加工中心卡刀簡易故障常見的有,動能切斷,就是俗稱的停電,意外性斷電,或者氣壓不足,刀具無法正
常拔下。下面上2個圖,2種狀態下的卡刀情況。
![]()

一種是刀具未拔下,一種是刀具已經拔下了。,呵呵,設備真臟啊,下面我們的設備才干凈嘛,
Z軸鈑金上面不是臟東西,是黃油哦。。。)第一種相對好解決,我們先來解決第2種,因為第2
種比第1種多個步驟。

把2把刀具都拿下來了,現在基本上狀態1的卡刀和狀態2的卡刀,都可以用同一步驟進行解決了。
1.需要2人協調操作,一人爬到設備刀庫上,下面一個關注刀臂情況,刀庫上有一個換刀機械手臂
電機(刀臂正上方的一個馬達)
2.松開電機上的剎車裝置(沒松開是扭不動電機手臂的),用活動扳手旋轉電機上的外六角,一般
旋轉的方向和刀臂的卡死的方向相同,總之就是讓刀臂脫離主軸刀具。在上面的人旋轉刀臂的同時,
下面的人一定要注意刀臂旋轉的方向,及時提醒上面操作的人,因為他看不到實際情況的。
3.在刀臂脫離主軸時,如果主軸上有刀具(即狀態1),您有聽見了漏氣聲(就是主軸處于松刀狀態),
就要注意,在工裝上墊個東西,刀具可能會掉下來的(千萬不要用手去抓,很危險)。

請一直旋轉刀臂,直到刀臂做完一個完整的換刀動作。刀臂也有一個原點位置的,有的設備操作面板上有
“刀具就位”等標志,當這個燈亮起代表刀臂已經到了原點位置,如果沒有這個標志,就要目測刀庫內的
原點燈了,這是每臺設備都有的,在刀庫面板內,里面有紅色3個燈,一般中間那個亮了就是刀臂處于原
點位置。
5.排除完卡刀故障后,將刀臂電機剎車裝置打上(撥回原來位置),然后再在MDI狀態下進行一次換刀動作,
看是否正常,如果正常,請一定記住要將加工要用到的所有刀具進行核對一遍,意外的卡刀動作,會影響數
據傳輸,刀具番號信息中斷等等,導致俗稱的“亂刀”
6.發生亂刀了,最簡單的方法,把刀庫刀具全部拿下來,再一把把裝上去,就可以了,更省力便捷的方法是在
參數界面里進行刀具重整,這里就不多說了

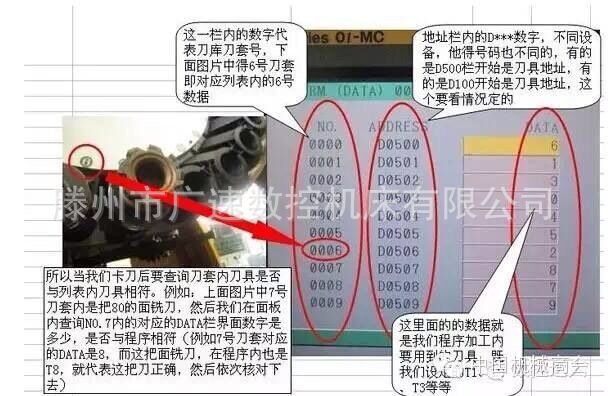
還有一種辦法檢查刀具是否亂沒亂,就是查刀具番號,這里也提下:按操作面板按鈕SYSTEM→PMC→PMCPRM
→DATA→G,DATA,然后在刀具列表里,檢查刀具表的刀號是否有重復的刀號?刀套內刀號與程序的刀號是否相符?
若有錯誤,可以自行在數據表中修改更換,不需要手動將刀具重整。(這個比較復雜,部分私企的參數鑰匙估計都
收走了,改不了,這個需要一定的操作基礎,建議大家還是手動重整刀具吧,更靠譜點)
好了,建議的卡刀故障排除,基本就是這樣,按上面的步驟一般都能解決.其實卡刀故障只是個表象,有時候即便排
除了卡刀,可能做不了不到多久就又出現卡刀情況,頻繁出現,讓人非常苦惱,這時候就需要我們去深入研究,造
成卡刀的根本原因了。

1:第二換刀原點位置異常,一般機床誤操作撞機后,容易導致換刀原點不正確,表現為換刀時刀臂拔刀、裝刀異響,
甚至導致卡刀,時間久了刀臂也會受到損傷。
2:主軸定向角度不正確(即M19指令),定向角度跑動一般也是大部分因為撞機導致,或者是主軸同步齒形帶出了問
題,導致定向角度產生誤差,定向不準確同樣會造成換刀異常等問題。
3:主軸的氣壓打刀缸打不動刀具,無法松刀,導致卡刀,一般BT40主軸使用氣壓打刀缸,BT50的使用液壓打刀缸,
如果BT50打不動刀具一般都是液壓系統出問題了。又或者是打刀行程需要調整,打刀缸內的彈性墊片需要更換。